
Přátelé, kteří to dělajíInvestiční obsazeníVězte, že toto podnikání je o „detailech určující úspěch nebo neúspěch“. Zákazníci mohou chtít listy letadel, lékařské vybavení nebo části přesných přístrojů a rozdíl 0,01 mm může způsobit, že produkt vyřazuje. Dnes si promluvme o tom, jak dosáhnout přesnosti odlitků.
1. Vytváření voskového modelu - „První průchod“ přesnosti
Model vosku je jako „gen“ lití. Pokud je tento krok křivá, bude vše zbytek marně. Nyní mainstream používá 3D tiskové voskové modely a přesnost pryskyřice vylučující světla může dosáhnout ± 0,05 mm, což je mnohem lepší než tradiční ruční řezba. Ale věnujte pozornost kontrole teploty. Pokud se teplota workshopu liší o 5 ℃, může být rychlost smrštění voskového modelu nevyrovnaná. Doporučuje se používat konstantní teplotu a zařízení pro vlhkost, neušetřit tyto malé peníze.
2. Proces výroby skořepiny - Nenechte se keramickou skořápkou "pit"
Kolik vrstev barvy siliky sol se aplikuje a jak tlustá je každá vrstva přímo ovlivňuje konečnou velikost. Jedna továrna byla líná a otřesena o jednu menší vrstvu, což mělo za následek pískové otvory po celém povrchu lití. Nyní je oblíbené používat „výrobu gradientu“ - jemný prášek pro vnitřní vrstvu a hrubý prášek pro vnější vrstvu, která může nejen zajistit hladkost, ale také snížit deformaci napětí. Nezapomeňte osušit skořápku po dlouhou dobu, jinak „exploduje“ přímo během odpuštění.
3. tání a nalévání - je třeba pochopit „temperament“ roztaveného kovu
Míra smršťování nerezové oceli a slitiny s vysokou teplotou se může lišit o 1%! Velikost formy musí být upravena podle vlastností materiálu. Teplota nalévání je ještě kritičtější. Továrna na určité letecké díly přímo odlévání přímo vyřadilo, protože teplota byla o 20 ℃ vyšší a velikost zrna byla hrubá. Nyní používáme software pro analýzu toku plísní předem, což je mnohem spolehlivější než pokus a omyl.
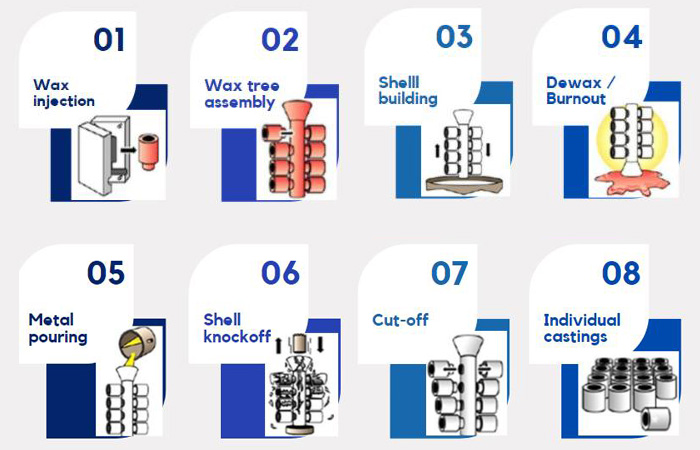
4.. Poprocesování - Broušení není založeno na hrubé síle
Je stabilnější používat roboty k broušení otřepůinvestiční odlitkynež ruční práce, ale programování je v pořádku. Viděl jsem, jak lidé používají velká brusná kola, aby ušetřili potíže, ale broušeni přes tenkostěnné části. „Magnetické broušení“ je nyní populární. Malé části jsou samy zaobleny v magnetickém poli a přesnost může být kontrolována na ± 0,02 mm.
5. Metody inspekce - Nečekejte, až odeslání „Otevření slepé skříňky“
Tříkordinářský měřicí stroj je standardní, ale nezapomeňte na detekci rentgenových vad. Byla to továrna, která vyráběla lopatky turbíny. Kontrola povrchu byla kvalifikována, ale rentgen našel vnitřní póry a téměř ztratil objednávku zákazníka. Nyní se používá i vizuální inspekce AI, která je rychlejší než lidské oko a nedělá chyby.
Závěr:
V konečné analýze je přesnost odlitků dosažena celá sada „kombinovaných úderů“. Od voskových forem po inspekce musí být každý odkaz brát vážně. Nyní je konkurence na trhu tak divoká, kdokoli může získat přesnost navíc 0,01 mm, může přijmout špičkové objednávky. Až se zákazník příště zeptá „jak zajistit přesnost“, stačí mu tento článek hodit - profesionální záležitosti musí být vyřešeny profesionálními metodami.
Jako profesionální výrobce a dodavatel poskytujeme vysoce kvalitní produkty. Pokud máte zájem o naše výrobky nebo máte jakékoli dotazy, neváhejteKontaktujte nás.
Většina našich nabídek je doručena do 24/36 hodin. a obvykle za mnohem kratší dobu, v závislosti na detailech projektu.
Náš tým vás bude přímo kontaktovat ohledně vaší nabídky na CNC obrábění, abychom se ujistili, že jste obdrželi a porozuměli všem aspektům vaší nabídky, a abychom vám mohli odpovědět na jakékoli otázky, které můžete mít ohledně vašich možností.